
ends
Bends are the most typical feature of sheet metal parts and can be formed by a variety of methods and machines which negate the absolute need for some of the below tips. However for typical parts meant to be cost effective and easily produced the following tips should be useful.
The minumum flange length is based on the die used to bend. Consult and Air Bend Force Chart to determine typical minimum flange lengths.
When multiple bends are on the same plane try and design the part so the bends all face the same direction. This will prevent the need for the operator to flip the part. This also benefits man leaf and panel benders which can only bend one direction per setup.
Always consult a tooling profile chart when developing your part. Know the tools available in your shop or the standards if you are outsourcing production. Specialized tooling cen be very expensive.
Counterbores & Countersinks
While thinner gauge sheets won’t often be countersunk there are a few guidelines to try and follow on thicker sheets to preserve the strength of the material and prevent deformation fo the features during forming.
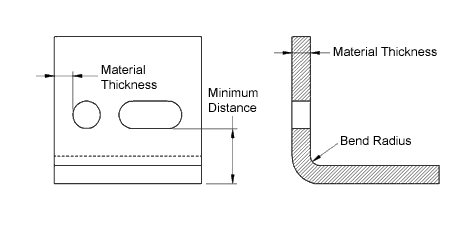
The distance between two countersinks should be kept to at least 8 times the material thickness.
To ensure strength the distance between a countersink’s edge and the edge of the material should be 4 times the material thickness.
There should be at least %50 contact between the fastener and the surface of the countersink.
To prevent any deformation of the hole the edge of the countersink should be at least 3 times the material thickness from the tangent point of the bend.
Curls
When adding a Curl to the edge of a sheet the following guidelines will ensure that no special tooling is required.
The outside radius of a curl can be no smaller than 2 times the material thickness. This will create an opening with a 1 material thickness radius.
A hole should be at least the radius of the curl plus material thickness from the curl feature.
A bend should be at least the radius of the curl plus 6 times the material thickness from the curl feature.\
Dimples
The diameter of a dimple should be no more than 6 times the material thickness.
The inside depth of a dimple should be no more than the inside radius.
A hole should be at least three times material thickness away from the edge of the dimple. Or the inside radius of the dimple plus 3 times material thickness.
From the part’s edge, dimples should be at least 4 times material thickness plus the radius of the dimple.
From a bend, dimples should be at least 2 times material thickness plus the dimple radius plus the bend radius.
From another dimple, dimples should be 4 times material thickness plus the inside radius of each dimple.
Embossments & Ribbing
Embossments and offsets should be measured to the same side of material unless it is necessary to hold an outside dimension.
For round embossments or ribs, maximum depth is equal to the internal radius of the embossment.
For flat embossments, the maximum depth is equal to the inside radius plus the outside radius.
For V embossments the maximum depth is equal to 3 times material thickness.
Embossments should be at least 3 times material thickness from a hole’s edge.
Between two parallel ribs, minimum distance is 10 times material thickness plus the radius of the ribs.
Extruded Holes
Between two extruded holes, distance should be at least 6 times material thickness.
From edge to extruded hole, distance should be at least 3 times material thickness.
From bend to extruded hole, distance should be 3 times material thickness plus bend radius.
Gussets
Gussets are used to strengthen a flange without the need for secondary processes such as welding. While gussets will almost always require custom tooling some basic guidlines should help. Be sure to consult with your factory’s Brake Press department to learn what they are equipped to bend.
45° gussets shouldn’t be designed to be more than 4 times material thickness on their flat edge
For holes, the distance between the gusset and the hole’s edge should be at least 8 times material thickness.
Hems
Hems are used to create folds in sheet metal in order to stiffen edges and create an edge safe to touch.
For tear drop hems, the inside diameter should be equal to the material thickness.
For open hems, the bend will lose its roundness when the inside diameter is greater than the material thickness.
For holes, the minimum distance between the hole’s edge is 2 times the material thickness plus the hem’s radius.
For bends, the minimum distance between the inside edge of the bend and the outside of the hem should be 5 times material thickness plus bend radius plus hem radius.
Distance from outside mold line to the bottom of the cutout should be equal to the minimum flange length prescribed by the air bend force chart.
Rule Of Thumb: 2.5* Material Thickness + Bend Radius.
When using a punch press the diameter of a hole should always be equal to that of your tooling and you should never use a tool who’s diameter is less than that of the material’s thickness.
Rule Of Thumb: Never design a hole smaller than .040” Diameter unless laser cutting.
When using a punch press holes should be at least 1 material thickness from any edge. This prevents bulging along the edge.
Lances & Louvers
Formed lances and louvers will almost always require specialized tooling so be sure to understand what is available to you before designing the feature.
The minimum depth of a lance should be twice the material thickness and at least .125”
If the lance if formed with standard tooling be sure that the length of the bend is dividable by a standard set of Sectionalized Tooling.
From a bend, lances should be at least 3 times material thickness plus bend radius, however the actual minimum is often much greater than this and driven by the tooling profile.
From a hole, lances should be at least 3 time material thickness from the edge of the hole.
Notches & Reliefs
The minimum width of a notch is equal to the material thickness and at least .04”. This is negated if the blank is being cut by a Laser System in which case the minimum is only the kerf of the laser.
When determining the length of a notch it is very important to understand the tooling used to cut the notch. When possible the notch should be equal to a multiple of the punch’s length in order to prevent nibbling from occurring.
From a bend, the minimum distance is 3 times material length plus the bend radius.
When fabricating with a Punch Press the minimum space between two notches should be at least 2 time material thickness and at least .125”
Welding
Welding by hand should be restricted to gauges thicker than 20 gauge.
Spot welding should be used for joining equally thick co-planar surfaces. The arm geometry and throat depth of the spot welder will be a limiting factor.
Welded joints should be designed with as tight of tolerances as possible to remove the need for a welder to add wire.
Wire material should always be the same as the material being welded.
Plating
Sharp edges and corners will typically receive about twice as much as the plating material because of the current density in these areas.
If possible tap and thread after plating, else assume that the material will grow up to 4 times the typical platting thickness, compensate pitch and depth accordingly.
Avoid recessed areas which are difficult to reach.
Because the parts are going to be hung from hooks and dipped it is beneficial to design hanging holes into your part rather than leaving the decision to the plater. These holes can be small, just enough to get a wire hook through. These holes will also give you control over how the part is positioned when it is dipped.
In addition to hanging holes design drainage holes. Knowing the orientation of the part from your hanging holes make sure the part can be easily cleaned after plating.
Assume all areas of the part will be plated, masking is not recommended.
Post time: Mar-24-2021